
Hoe wordt een bronzen beeld gemaakt ?



















Verloren wasmethode.
Ook verloren wastechniek genoemd
Tekst: Edwin Voûte.
Foto’s: Dick Renses.
Met medewerking van Anthon Hoornweg en Godfried Dols.
DE GESCHIEDENIS VAN BRONS
Brons is een legering van koper en tin. Het tingehalte kan variëren van ca. 10 tot 30%. De legering heeft een roodachtige tot gelige kleur, afhankelijk van het tingehalte. De periode in de geschiedenis waarin de mensheid op grote schaal gebruikmaakte van voorwerpen gemaakt van brons, heet traditioneel de bronstijd. Brons is het eerste metaal (op enkele eerdere voorwerpen van koper uit het neolithicum na) dat in de Lage Landen door de mens werd gebruikt, ter vervanging van steen in het paleolithicum. Het is een taai en corrosiebestendig materiaal, dat zich goed leent voor bewerking. Een bronzen oppervlak krijgt na een zekere tijd een groen patina.
De bronzen beelden die door Art Gallery Voûte worden aangeboden zijn vrijwel altijd gegoten in 90/10 brons. Dit is een legering van 90% koper en 10% tin. Een klassieke bronslegering die reeds eeuwenlang gebruikt wordt. Voor bronzen kunstwerken is de best denkbare verhouding 90/10 en geeft kwalitatief de meest duurzame kunstwerken.
Geschiedenis
3000 jaar voor Christus ontdekten metaalgieters proefondervindelijk dat brons duidelijke voordelen had in vergelijking met zuiver koper bij de productie van artistieke beelden. De ontdekking van brons maakte het mogelijk om metalen objecten te creëren die sterker waren dan daarvoor mogelijk was. Gereedschappen, wapens, uitrustingen en verschillende bouwmaterialen, zoals gedecoreerde tegels gemaakt van brons waren harder en sterker dan steen en koper, de voorlopers van brons. Aanvankelijk werd brons gemaakt door koper met arseen te legeren. Later gebruikte men tin, wat het enige type brons werd in het late 3de millennium v.Chr.
Tinhoudend brons was beter dan met arseen gelegeerd koper omdat het gemakkelijker was om te maken, het sterker was en eenvoudiger was te gieten. Daarnaast is tin niet giftig, in tegenstelling tot arseen.
De ontdekking ervan, is waarschijnlijk toe te schrijven aan natuurlijke verontreinigingen van koperertsen met arseen en/of tin, welke vervolgens vanwege het gunstige effect (lager smeltpunt, harder metaal) bewust door het legeren van koper en tin, werd nagestreefd. De kennis voor het bewerken van metalen, inclusief brons ontstond in het Midden-Oosten. Daar werd brons sinds ca. 3000 v.Chr. gebruikt. Deze kennis heeft zich langzaam aan verspreid door Europa.
Eigenschappen
Brons is door de toevoeging van tin harder en minder buigzaam dan koper en heeft een kleinere buigsterkte, het heeft een grote dichtheid waardoor het in de bouw en constructie weinig toepassingen heeft, wel kan het makkelijk gegoten worden. Door de toevoeging van tin heeft brons een lager smeltpunt dan puur koper. Dat maakt brons uiterst geschikt voor gebruiksvoorwerpen (zoals de bronzen wapens van de oudheid) en kunstwerken.
Door de corrosiebestendigheid wordt het wel toegepast in voorwerpen die in contact kunnen komen met zeewater, zoals appendages en beslag op schepen.
Toepassingen
Bronzen voorwerpen, van heel kleine tot heel grote, worden gegoten volgens de bronsgiettechniek. Kerkklokken zijn (net als vele standbeelden) vrijwel altijd van brons. Voor de meeste gegoten voorwerpen wordt brons gebruikt dat voor 10% uit tin bestaat, maar voor bronzen kerkklokken is het tinpercentage circa 20%, in welk geval de legering ook wel klokspijs wordt genoemd.
Brons werd in de klassieke oudheid zowel door Grieken, Etrusken als Romeinen gebruikt in de beeldhouwkunst. Via de verloren-was-techniek werden beelden van personen of ruiters gemaakt.
DE FASEN IN HET GIETEN VAN BRONS VOLGENS DE VERLOREN WASMETHODE
1. HET ONTWERP / HET ORIGINEEL
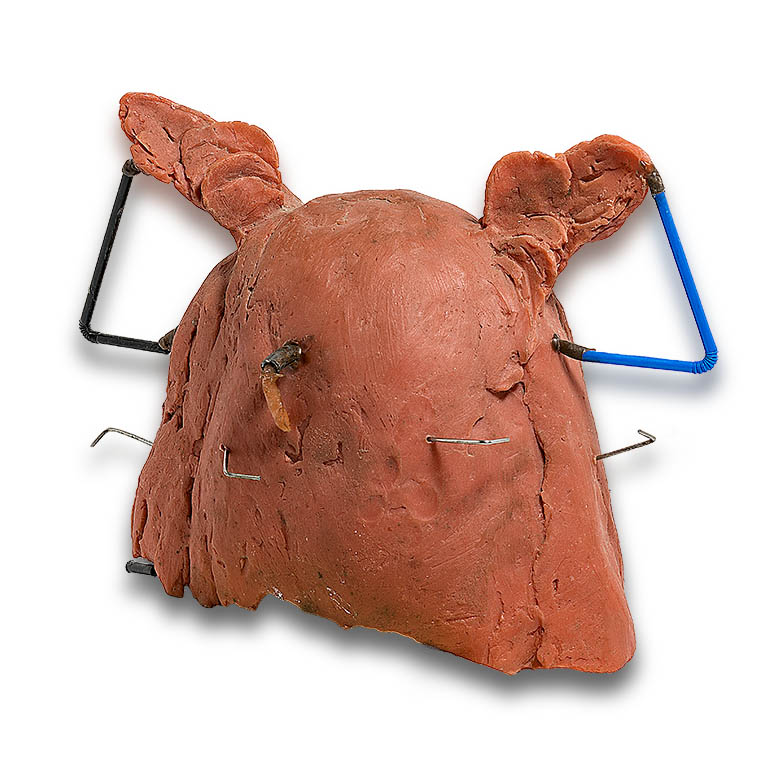
De eerste fase is het maken van een ontwerp, in dit geval een kop van een uil. Het origineel kan in diverse materialen worden gemaakt, zoals gips, klei, was, steen of zelfs in piepschuim.
Om dit ontwerp wordt een negatief mal van rubberpasta gemaakt.

2. NEGATIEFMAL VAN RUBBER- OF SILICONENPASTA
Om het originele ontwerp wordt met een kwast een laag vloeibare siliconen aangebracht. Na het uitharden hiervan ontstaat een flexibele, vervormbare rubberen laag om het origineel heen.
Het originele ontwerp is
het positief, de mal die daarom heen wordt gemaakt, dat is
de negatief mal.

3. DE STEUNMAL
Omdat de rubberen mal dun en vervormbaar is, wordt om de rubberen mal een laag van kneed epoxy aangebracht. Een soort klei. Dit is de steunmal. Na uitharding hiervan zit aldus om het origineel eerst een laag van rubber en daarover een laag van kneed-epoxy, welke laag uithardt.
Deze harde laag houdt de rubberen, zachte, laag in de juiste vorm.
Wanneer de steunmal is uitgehard, wordt deze verwijderd.
Om het origineel zit nog de eerste laag, de rubberen, flexibele, negatiefmal. Ook deze wordt verwijderd.
Het origineel, het ontwerp, is vanaf deze fase niet meer nodig.

4. HET WASMODEL
Het wasmodel wordt verkregen door in de rubberen mal vloeibare warme was te gieten. De was stolt vrij snel, die aan de rand van de rubberen mal blijft vast zitten. Hoe langer de was in de rubberen mal wordt gehouden, des te dikker wordt de laag van was.
Uiteindelijk bepaalt de dikte van dit wasmodel de dikte van het brons. Hoe dikker de waslaag, des te dikker het brons zal worden.
Na het verwijderen van het teveel aan vloeibare was, blijft er een laag was over van rond de 3 a 4 millimeter.
Wanneer die laag was is uitgehard, wordt de rubberen mal en ook de steunmal verwijderd, zodat er een vorm overblijft geheel van was. De binnenkant is hol. Als een chocolade paasei: een dunne laag van buiten en hol van binnen.
Nu verschijnt er een beeld van was, die identiek is aan het origineel.
* origineel: positief
* rubberen mal en harde steunmal: negatieve afdruk
* wasmodel: (weer) positief
De was zal in een de processen wegsmelten en in de ruimte die daardoor ontstaat, wordt in een later proces vloeibaar brons gegoten. De term Verloren Wasmethode duidt erop, dat de was wegsmelt / verloren gaat en dat daarvoor in de plaats brons zal komen.

5. DE GIETKANALEN AANBRENGEN
Rondom het wassen beeld wordt een systeem van wassen kanalen van was aangebracht. Deze kanalen zorgen ervoor dat het brons zich tijdens het gieten gelijkmatig verdeelt. Op het moment dat de was smelt, moet de aanwezige lucht namelijk weg kunnen.
Bovenaan het wassen beeld wordt een opening gemaakt, zodat de holle binnenruimte opgevuld kan worden met een vuurvast specie.

6. DE VUURVASTE GIETMAL
Rondom het wassen beeld, inclusief de wassen kanalen, wordt een vuurvaste laag van gips aangebracht. Dit kan erop gespoten worden, net als granol die tegen een muur wordt gespoten. Er worden meerdere gipslagen aangebracht, zodat het wassen beeld geheel wordt omsloten door de laag van gips.
Vervolgens wordt om de laag van gips een koker gebouwd, die opgevuld wordt met een vuurvaste specie. De vuurvaste specie bestaat uit een mengsel van gips en een hittebestendig materiaal zoals gemalen baksteen, porfier, chamotte of gravel.
Om het wassen beeld zit nu een harde laag. En ook in de holte van het wassen beeld zit een specie die uiteindelijk hard wordt. Zo ontstaat er een wand van was, die zowel van buiten als binnen omsloten wordt door een harde “korst”.
Foto: om het wassen beeld worden eerst meerdere lagen gips aangebracht en vervolgens wordt er een koker om het beeld gemaakt, die wordt gevuld met de vuurvaste specie. Na het uitharden ontstaat een zware koker om het wassen beeld heen.
7. DROGEN EN ONTWASSEN
De gietmal, de koker van vuurvast materiaal, die om het wassen beeld heen zit, wordt verwarmd in een oven. De temperatuur is 650 tot 850 graden Celcius. Hierdoor zal het was gaan smelten en via de afvoerkanalen weglopen en deels verdampen. Het wassen beeld bestaat dan niet meer, vandaar de naam Verloren Wasmethode.
De kern van het proces: waar ooit het wassen beeld zat, in de koker / gietmal, daar ontstaat nu een holte. Er ontstaat een holle wand, tussen de binnenkant (de holte in het wassen beeld) en de buitenkant van het wassen beeld.
In die holle wand wordt in een later proces het brons gegoten. De was smelt weg en daarvoor komt brons in de plaats.

8. HET GIETEN
In deze fase wordt er vloeibaar brons gegoten in de vuurvaste gietmal. Meestal wordt de vuurvaste mal in een bak met zand gelegd, om de veiligheid te vergroten.
In een oven worden twee materialen verhit totdat deze smelten: een combinatie van koper en tin. De temperatuur van het brons die in de gietmal wordt gegoten is ongeveer 1200 graden Celcius. Het smeltpunt van brons is rond de 1050 graden.
Foto: op de grond staan de gietmallen. Hierin wordt vloeibaar brons gegoten. De kern van het proces van Verloren Wasmethode is dat de holte waar ooit de was heeft gezeten, deze nu opgevuld wordt met brons.

9. HET UITKAPPEN VAN HET GEGOTEN
BEELD
Uitkappen houdt in het verwijderen van de buitenste laag van gips en gravel en daarmee het vrijmaken van het gegoten beeld in brons. Het gegoten beeld is nu zichtbaar.
Om het beeld zit nog een laag van vuurvaste specie, die verwijderd moet worden. Vaak wordt dit gezandstraald.

10. HET CISELEREN VAN HET GEGOTEN BEELD
Ciseleren houdt in dat alle oneffenheden aan het gegoten beeld verwijderd worden. Daarna volgt het ciseleren van het beeld, waarbij
zorgvuldig en minutieus het metalen oppervlak bewerkt wordt.
Het ciseleren gebeurt door middel van vijlen en schuren zodat de precieze vorm van het beeld goed uitkomt.

11. HET PATINEREN VAN HET GEGOTEN BEELD
Met het patineren wordt de gewenste kleur aangebracht. Het patineren of kleuren is de laatste fase.
Met chemicaliën en hitte ontstaat een grijsgroene kleur door kopernitraat, of een dieprode / bruine kleur door ijzernitraat.

12. HET RESULTAAT: GENIETEN VAN BRONS
Foto: Anthon Hoornweg
Dedicated to Zoë
The beloved European Eagle Owl Bronze
36 x 33 cm
Collectie Bronzen Beelden
Art Gallery
Voûte
Lange Nieuwstraat 191
3111 AJ SCHIEDAM
THE NETHERLANDS
ArtGalleryVoute.com
VerlorenWasmethode.NL
facebook.com/artgalleryvoute
Instagram.com/artgalleryvoute
Linkedin.com/company/artgalleryvoute